
从丸剂三种制法的应用范围、工艺流程和相关设备三个方面进行了知识的系统梳理。
塑制法是将药物细粉与适宜辅料(如润湿剂、粘合剂、吸收剂或稀释剂)混合制成具可塑性的丸块、丸条后,再分剂量制成丸剂的方法。其主要工艺流程如下:
混合炼制→制丸成型→湿丸干燥→打光包衣→包装→入库
机制:液体将粒子湿润并附于粒子表面, 由于液体的粘合力, 固体粒子间相互粘附成颗粒, 颗粒转动中自颗粒外侧压出过剩的液体, 这些表面液体可继续将另外的粒子粘附, 如此逐渐长大成致密的球形粒子。
其主要工艺流程如下:
药物和辅料→起膜→成丸→盖面→干燥→选丸→包衣→质检→包装
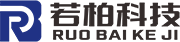
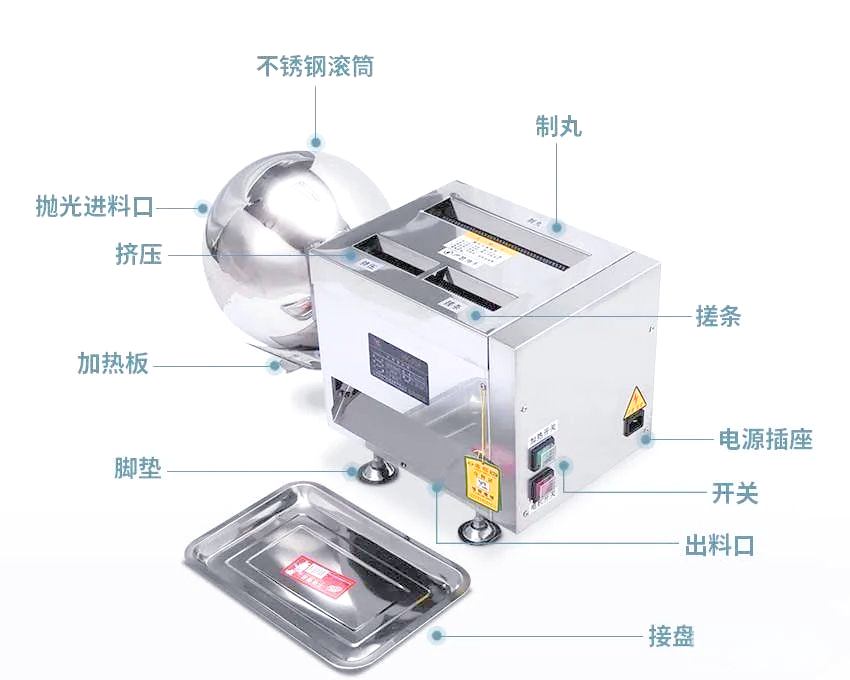
中药制丸机的特点性能包括:体积小巧、重量轻盈,同时具备稳定的性能和简便的操作方式,且易于清洗,既省电又安全,运行时噪音低。此外,该制丸机还能一次性完成连续出条、搓丸和烘干等工序,所产出的药丸圆润光滑、大小均匀,且不易破碎,无需筛选。其适用性广泛,无论是软硬度不同的药丸,还是各种粘度的药材,都能轻松应对,制丸合格率颇高。接下来,让我们一起来了解一下蜜丸的制作流程:首先进行炼蜜,接着将药材与炼好的蜜进行充分混合,然后制成条状,再经过成型、包装和贮存等步骤,一颗颗优质的蜜丸便制作完成了。

1、蜂蜜的精选与炼制是蜜丸品质的基石。
炼蜜的过程旨在去除杂质,破坏酵素,杀灭微生物,蒸发多余水分,从而增强其粘性。具体操作上,小规模生产可采用铜锅或直火加热的锅进行文火炼制,而大规模生产则适宜使用蒸汽夹层锅或减压蒸发浓缩锅。炼蜜的火候至关重要,分为嫩蜜、中蜜和老蜜三个阶段。不同火候的炼蜜适用于不同类型的药物制丸,如嫩蜜适用于含油质、粘液质、糖类及动物组织多的药物,而老蜜则适用于含大量纤维质及粘性差的矿物质药物。
2、将炼制完成的炼蜜与药粉进行精准的比例混合。
通常,药粉与炼蜜的比例会依据药物特性及季节变化而有所不同,可能为1:1、1:5或低于1:1。例如,含糖类、油脂类成分较多的中草药使用较少的炼蜜,而含纤维素多、质地疏松的药物则需较多炼蜜。此外,夏季用蜜量较少,冬季则相对较多。在均匀揉合的过程中,应将炼蜜与药粉混合至类似面团般的丸块状。当进行合药时,蜂蜜通常在温热状态下加入(若药物中含有胶质、树脂或挥发性成分,则需待炼蜜稍冷后再加入混合)。充分搅拌使药粉与炼蜜内外均匀滋润,色泽一致,软硬适中,便于随意捏塑即可。
3、将揉合好的面团状软材静置一段时间
待药料与蜂蜜充分混合、滋润并产生适当粘性后,即可利用全自动制丸机进行丸剂制作。这样制作出的药丸大小一致,颗粒圆润且饱满。若为小规模生产,则可选择使用小型制丸机。
4、在制丸过程中,为防止药团粘手或粘附于器具上,可适量使用润滑剂
这些润滑剂通常由甘油或麻油(花生油)与蜂蜡混合制成,加热后即可使用。夏季时,可适当增加蜂蜡的比例。
5、关于包装与贮藏
将制成的蜜丸用蜡纸、玻璃纸、塑料袋或蜡壳包好,然后存放在阴凉干燥的地方。请注意,切不可将药丸置于阳光下暴晒。
制作药丸的过程可分为原料处理、成型加工、质量把控及包装储存四大阶段,具体包括材料准备、研粉混合、制丸干燥等步骤,需结合药物特性调整工艺。以下从核心环节展开说明:
一、原料处理与配比
- 材料筛选与预处理
药材需经质量检验,剔除杂质,干燥后研磨至80-100目细粉,确保粒度均匀。现代生产多采用高速粉碎机提升效率,传统方法则依赖研钵手工研磨。 - 混合调配辅料
按配方将药粉与辅料(如淀粉、乳糖)混合,辅料可改善流动性和稳定性。若药粉黏性不足,需添加黏合剂(蜂蜜、水或植物胶),通过搅拌机或捏合机充分揉匀成团。
二、药丸成型工艺
- 制丸方法与工具
- 手工制丸:将药团搓条后切分为均等小块,手工揉圆,适用于小批量或特殊形状需求。
- 机械制丸:使用螺旋推进式制丸机或离心式制丸机,通过模具挤压成型,效率高且丸重一致,适合工业化生产。
- 干燥条件控制
药丸需在40-60℃低温通风环境下干燥,避免高温破坏有效成分。水分含量需降至5%-8%,可通过烘箱、流化床干燥设备或自然晾晒完成。
三、质量检测与优化
- 筛选与质检标准
干燥后用药筛剔除碎裂、变形丸粒,抽检重量差异(允许±10%偏差)、溶散时限(通常≤1小时)及微生物限度,确保符合药典规定。 - 特殊工艺处理
部分中药丸需增加浓缩提取步骤(如水煎煮浓缩成浸膏),或进行包衣(糖衣、薄膜衣)以掩盖苦味、增强防潮性。包衣材料需与主药无相互作用。
四、成品保存与包装
- 包装材料选择
采用铝塑泡罩、防潮铝箔袋或棕色玻璃瓶密封,阻隔光照、氧气与湿气。需标注有效期及储存条件(如阴凉干燥处)。 - 长期稳定性监测
定期抽检储存期间药丸的硬度、崩解度及有效成分含量,防止吸潮结块或霉变,确保保质期内疗效稳定。
关键差异点说明
- 中药丸与西药丸区别:中药丸常含提取物,需增加煎煮、浓缩步骤;西药丸更多依赖化学合成成分,工艺侧重均匀分散。
- 黏合剂选择:水丸多用清水为黏合剂,蜜丸需炼蜜(加热浓缩蜂蜜),浓缩丸则采用浸膏与药粉混合制丸。
通过上述流程的精细化控制,可兼顾药丸的疗效、安全性与服用便利性,满足不同药物的制剂需求。
旋转式制丸是研究最多和最充分的一种制丸过程,亦是最早的机械制丸工艺,其主要设备是旋转式金属容器,容器的形状有鼓形、盆形、碟形等。
旋转式制丸技术第一阶段包括原粉粒子的随机碰撞形成较大粒子(成核)和随后的聚结过程,最终形成较好的丸核,丸核的大小取决于原粉粒子的大小、水分、粘合剂溶液的粘度、基质的湿度、滚动和干燥速度以及其它影响丸核形成的各种因素。
2、层积式制丸
层积式制丸是指药物以溶液、混悬液或干燥粉末的形式沉积在预制成形的丸核表面的过程,沉积物可能是结晶、颗粒或丸核。有两种工艺技术:一种是药物从溶液、混悬液中连续层积在丸核上的液相层积法,另一种是干燥粉末层积在丸核上的粉末层积法。
3、压缩式制丸
压缩式制丸是指用机械力把药物及赋形剂压制成一定大小微丸的过程。
4、球形化制丸
球形化制丸技术是将热熔物、溶液或混悬液喷雾形成球形颗粒或微丸的过程。雾化液体在其它制丸技术(如液相层积法)中也被采用,但仅仅是用于微丸成长过程。在球形化制丸技术中,通过蒸发或冷却作用,雾化过程能直接从热熔物溶液和混悬液得到球形颗粒。液体被雾化后,产生很大的表面积,这就进一步增加了雾滴的干燥和冷却效果。
四、微丸的几种制备工艺
1、挤压-滚圆成丸法
它是目前制备小丸剂最广泛应用的方法。利用挤压-滚圆法制备小丸至少须采用挤压机和滚圆机两台机器方能完成造丸过程。
用挤压-滚圆法制小丸,制备过程分四步完成:
(1)湿料的制备(造粒):
将药物与辅料混合均匀,加入粘合剂,将粉料制成具有一定可塑性的湿润均匀的物料,或将湿料经造粒机制成湿颗粒。
(2)挤压过程:
将第一步制成的塑性湿料或湿粒置于挤压机内,经螺旋推进或辗滚等挤压方式将湿料通过具一定直径的孔或筛,压挤成圆柱形条状挤出物。
(3)滚圆成丸过程:
将上述挤出物堆卸在滚圆机的自转摩擦板上,挤出物则被分散成长短相当于其直径的更小的圆柱体,由于摩擦力的作用,这些塑性圆柱形物料在板上不停地滚动,逐渐滚成圆球形。
(4)小丸的干燥:
这是挤压一滚圆法制备小丸的最后一步,常见的干燥方式有:①室温下干燥,②置烘箱内干燥,③流化床(蒸发温度下),干燥④冷冻干燥,⑤微波炉干燥。
2、离心-流化造丸法
离心-流化造丸法应用离心造粒机,可在一密闭的系统内完成混合、 起母、成丸、干燥和包衣全过程,造出圆而均匀的球粒。制丸时可将部分药物与合适辅料的混合细粉或母粒直接投入离心机流化床内并鼓风,粉料在离心力及摩擦力的作用下,在定子和转子的曲面上,形成涡旋回转运动的粒子流,使粒子得以翻滚和搅拌均匀,通过喷枪喷射入适量的雾化浆液,粉料凝结成粒,首先获得直径为0.18~0.45mm的球形母核,然后继续喷入雾化浆液并喷撒含药粉料,使母核增大成丸,可获得圆整度很高的小丸。小丸经干燥后,喷入雾化的合适包衣液,使小丸表面包上一定厚度的薄膜衣,即得膜控小丸。
3、流化床制备微丸
流化床制备微丸时,主要是通过层积过程完成的药物和辅料的干燥粉末在下部热空气流的作用下,从产品收集室上升至上部沸腾膨胀室中,混合一段时间后沸腾室中的喷雾头开始旋转并喷射粘合剂溶液,吸收了溶液的粉末开始粘结成小粒子,随着粘合剂的不断加入,小粒子慢慢聚结并在不断的“沸腾”过程中形成微丸。由于微丸体积及密度较大,沉降在小粒子和粉末下部。
4、普通及改进包衣锅制备微丸
一般制备工艺通常采用以下一种或多种操作过程进行:加入干燥药粉至空白丸种上(如小糖珠)制丸(层积过程);用干燥药物颗粒或结晶作为起始丸种制备微丸(层积过程);加入含药溶液或混悬波至空白丸种上制丸(层积过程);在普通微丸表面包上一层控释层(微丸包衣)。
5、在液体介质中制备微丸
(1)液中干燥法
该法采用惰性液体(如液体石蜡或甲基硅油)作为外相,内相为含一定药物和高分能子材料的有机溶液,加适量W/O型表面活性剂(如司盘85等)和硬脂酸镁为乳化剂,在搅拌状态下,将内相慢慢倒入外相中,形成液体石蜡或甲基硅油包裹有机溶液的乳剂,在常压或减压条件下,逐渐升高温度,使内相有机溶剂慢慢挥干,即形成固化的含药微丸,滤出微丸,用环己烷洗涤,减压干燥。本制备工艺于高沸点连续相中直接加热挥发低沸点分散相溶剂,分散相中固体物料呈球状析出。
(2)球型结晶技术
它是指药物在溶剂中结晶时发生结聚而制成微丸的一种技术。该法制备微丸是取一定量药物或与高分子材料(载体)加有机溶剂溶解,在搅拌条件下,倒入蒸馏水中后,滴加架桥剂,在一定温度下,搅拌一定时间,待药物结聚完全后,过滤,流通空气中干燥制得微丸。
(3)水中分散法
该法是利用高级脂肪醇、高级脂肪酸或蜡质材料在高温下呈液体的特征,把它们作为药物载体分散在热水中,乳化形成O/W型乳剂,冷却后,高级脂肪酸、高级脂肪醇或蜡质材料凝固形成固体微丸。本法较适合水不溶性或难溶性药物微丸的制备,药物常以微晶或分子状态分散在载体中。
五、影响微丸成型的因素
小丸的成型和成型后小丸的质量受许多因素的影响,归纳为处方及成型工艺两方面因素的影响,同时各种因素之间常常又存在交互的影响。
1、处方因素
(1)药物性质
不同药物由于粉粒性质如结晶形状、流动性、粘结能力等的不同,往往不同药物用同一处方或制丸工艺时,成丸效果不同。药物的溶解度对产生一定塑性湿料所需的用水量产生影响,从而影响小丸的成形,可溶性药物会溶解在粘合剂溶液中,增加液相体积,而使系统过湿。
(2)辅料的影响
组成小丸的辅料种类、数量和性质不同会极大地影响小丸的成型及小丸的质量。制备小丸最常用的辅料为稀释剂和粘合剂。常用微晶纤维素为稀释剂与药物细粉混合,借助水的作用使细粉粘结成粒,有人认为微晶纤维素是一种成球促进剂。它的作用就像一种“分子海绵”,能保留水分。
2、工艺因素
(1)造丸方法
造丸的方法不同,同一药物所制成的小丸性质常有不同表现。例如用挤压一滚圆法制备的小丸在制备过程中除受物料内粘合力的作用外,还受到外加机械挤压力的作用,所成小丸孔隙率低、密度大,较用包衣锅滚动制成的小丸难崩解,释药慢;即使用同一造丸方法,但使用不同类型的机械仍可产生不同圆整度和粒度分布的小丸。
(2)工艺条件
制备小丸时操作条件的不同也会在很大程度上影响小丸的成形和质量。用挤压-滚圆法成丸时,挤出筛孔的大小(孔径与长度之比)、挤出速率、挤出温度、滚圆速率、时间和滚圆机负荷,以及干燥方法等的变化都可能影响到小丸的质量。
六、微丸的质量评价
1、小丸粒度的大小
小丸的大小可用各种参数:粒度分布、平均直径、几何平均径、平均粒径和平均粒长等来表达。小丸粒子大小的分析,目前应用最多和最简单的方法是筛析法。例如取100~200g小丸在摇摆振荡器中用直径为20cm的筛筛分一定时间,收集通过一系列筛目(例如10、16、20、40、60和80目等)小丸的重量即可绘制小丸的粒度分布图,并可了解到此批小丸主要分布在哪个粒度范围。
2、小丸的元整度
小丸的圆整度是小丸的重要特性之一,是反映了小丸成形或成球的好坏,小丸的圆整度会直接影响膜在丸面的沉积和形成,故可影响到膜控小丸的包衣质量,进而影响膜控小丸的释药特性。大小和形状均一、表面平滑、圆整的小丸是制备膜控小丸最理想的条件。
3、堆密度
取100g小丸缓缓通过一玻璃漏斗倾倒至一量筒内,测出小丸的松容积即可计算出小丸的堆密度。
4、强度或硬度
可采用作用原理类似于片剂硬度仪的仪器测定。
5、释放
小丸中药物的释放是小丸的重要特性,小丸的组成、荷药量、硬度等都与药物自小丸的释放有关。
